

1. 线性激光测量过程
使用以下方法测量尺寸所需的时间 线激光器大约是 9.5秒。
2.成像效果
Ⅰ. 线激光器可以生成三维扫描信息图,从而提供更直观的产品表面状况视图。
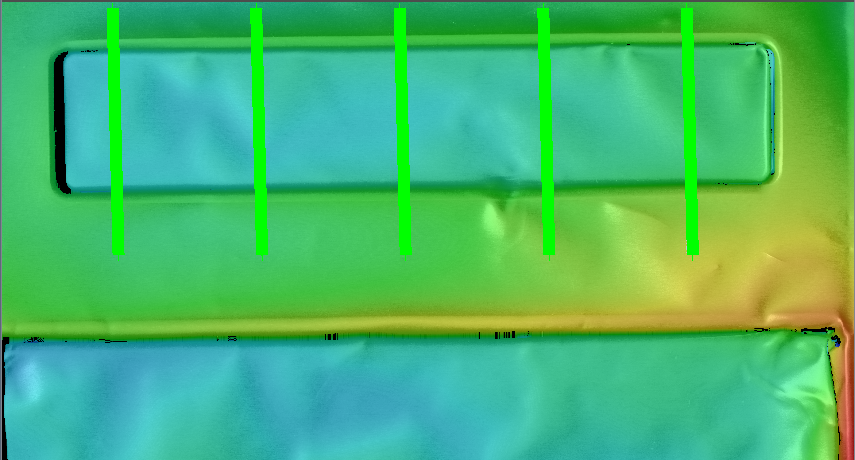
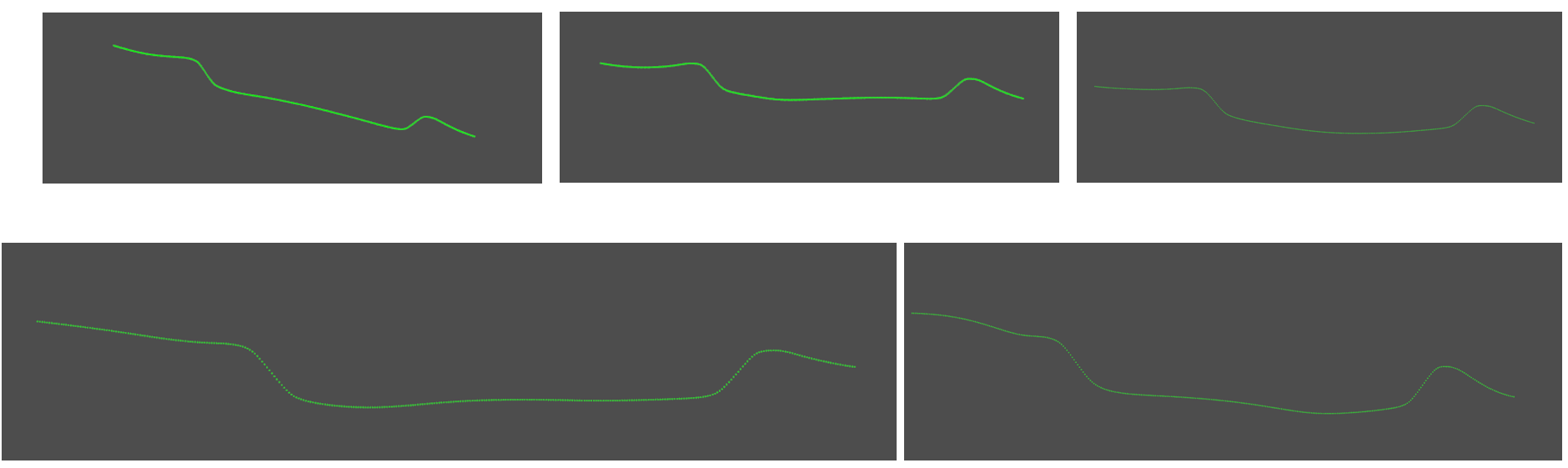
Ⅱ. 线激光横截面点云图像
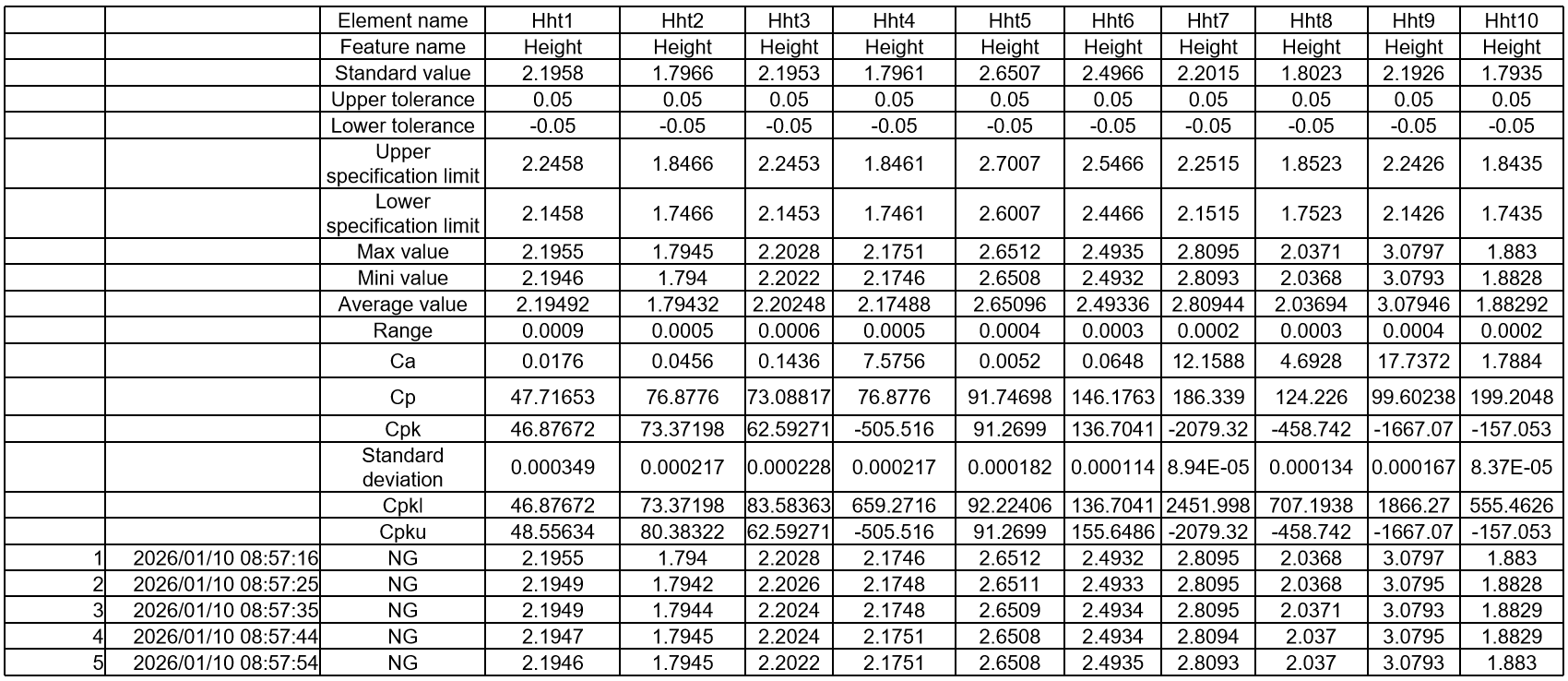
Ⅲ. 使用线激光技术获得的测量数据
COBEKK建议使用配备有以下装置的测量仪器:有线激光装置。主要原因如下:
1. 测量效率提高了几个数量级
点激光需要逐点扫描,依靠密集的点采集和路径规划来完成表面/轮廓测量,这很耗时。
线扫描激光器一次投射一条线,同时采集成百上千个点的轮廓数据。结合运动机构,效率可提升数十倍,直接克服生产瓶颈。
2. 更全面的数据维度和更高的信息密度
点激光器每次扫描仅输出单个坐标点,导致数据维度有限。重建曲面需要大量重复扫描,这往往会导致数据缺失或特征丢失。
线扫描激光器一次扫描即可生成完整的轮廓线,从而可以直接构建工件的局部横截面。通过拼接这些横截面,可以形成三维点云,更准确地反映表面形貌(例如凹陷、台阶、焊缝等)。
3. 增强了对复杂工件的适应性,减少了测量盲区
点激光在遇到曲面或不规则形状零件(例如涡轮叶片、汽车车身面板)时,路径规划十分复杂,常常由于角度限制而导致测量误差或精度不稳定。线扫描激光的线性光斑能够更好地贴合不规则表面,单次扫描即可覆盖更宽的横向范围。这降低了对运动轨迹的严格要求,使其特别适用于具有复杂轮廓和起伏表面的零件,并显著减少测量盲区。
